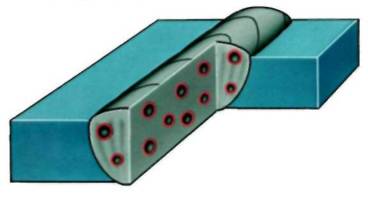
Дефекты сварных швов и соединенийРавномерно распределенная пористость (2012;аа)
ГРУППА ГАЗОВЫХ ПОР, равномерно распределенных в металле сварного шва
Не допустимо , так как снижает прочностные характеристики металла шва
Внешние признаки: отсутствуют, так как дефект находится внутри сварного шва. Обнаруживают методом неразрушающего контроля.
Процесс возникновения: Газовые пузырьки образуются со скоростью меньшей, чем движется фронт кристаллизации. Пузырьки не успевают всплыть на поверхность сварочной ванны.
Причины возникновения
плохая защита металла шва от растворения в нем водорода, азота и окиси углерода;
применение металла с большим количеством растворенных газов:
применение сварочных материалов, повышающих вязкость металла шва;
сварка с глубоким проплавлением;
однопроходная сварка толстостенных конструкций с большой скоростью.
Способы предепреждения Перед сваркой:
правильный выбор основного металла и сварочных материалов:
при сварке электродами с рутиловым покрытием строго выдерживать режимы по сварочному току;
при сварке электродами с основным покрытием не допускать увлажнения покрытий:
сварку на постоянном токе вести только при обратной полярности.
Во время сварки:
вести сварку с минимальной погонной энергией;
держать оптимальную длину дуги;
техника сварки должна обеспечивать стабильность ее режима.
Способ устранения Дефектный участок вырубают или вычищают и вновь заваривают.
|
